





































三维扫描测量内窥镜的原理及优点
三维扫描测量内窥镜是一种具备主动扫描能力的测量型内窥镜,与传统被动成像的测量型内窥镜在工作原理上有着本质的区别,其优点也是显著的。本文通过与传统测量技术的比较、以及一个具体的案例,为您介绍三维扫描测量内窥镜的原理及优点。
传统测量型内窥镜(例如双物镜测量)测量缺陷尺寸的过程通常是这样的:在使用观察镜头定位缺陷后,换用专用测量镜头,重新定位到前述缺陷,然后根据接收到的缺陷表面反射光生成供测量用的二维图像,并采用相应的测量类型开展测量。在这个过程中只有被动接受反射光的过程,没有主动扫描的动作,而且测量也是在二维平面图像上展开的,不具有立体建模、三维观察的能力。
韦林工业视频内窥镜 Everest Mentor Visual iQ 搭载的单物镜相位扫描三维立体测量技术,是基于主动扫描的测量型内窥镜。其工作原理是这样的:首先,镜头视野更大,观察到缺陷的同时就可以立即启动测量过程;其次,经由镜头上的相位光栅向缺陷所在轮廓表面主动投射特定的结构光、对轮廓表面进行主动扫描,由于轮廓表面有缺陷,反射光的相位信息会反应这些不连续性,测量系统通过专用的相位处理算法可以从中获得轮廓表面的三维坐标,并构建三维立体模型,从而检测人员可以在三维立体空间观察并验证测量过程;与此同时还新增了多种测量类型。
从技术角度出发,通过上面的介绍不难看出,三维扫描测量内窥镜 Everest Mentor Visual iQ 的优点是明显的:测量更快捷更准确。对于单物镜相位扫描三维立体测量技术感兴趣的读者,可以阅读以下这篇文章:【干货】什么是单物镜相位扫描三维立体测量技术? 里面有更为详细的原理介绍。
从使用者-用户的角度出发,单物镜相位扫描三维立体测量技术的优势则体现为效率更高和节省成本等。下面分享北京韦林意威特工业内窥镜有限公司的一个具体案例。
某用户在执行发动机例行孔探现场,发现一叶片前缘弧面上出现打伤凹槽,需确定凹槽具体深度,并根据手册决定后续发动机是否需下发返厂更换叶片。此前用户采用早年购买的孔探设备得到的测量结果为0.3mm-0.5mm,如果按此结果发动机不能执行后续飞行任务,需下发返厂更换此叶片。由于该决定影响比较大,而且叶片的使用年限并不长,于是用户紧急求助,希望使用韦林公司更为先进的具备主动扫描功能的三维测量内窥镜再次确认。
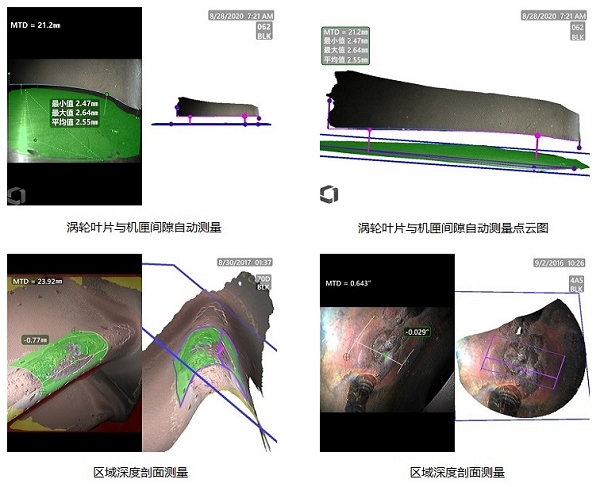
北京韦林意威特工业内窥镜有限公司的领导获知此事后,立即派专业技术工程师携带搭载了单物镜相位扫描三维立体测量技术的 Everest Mentor Visual iQ 视频内窥镜奔赴现场所在机库。到达机库后,韦林工程师利用 Everest Mentor Visual iQ 迅速定位打伤凹槽处,观察拍照并采用其新测量类型之一:区域深度剖面测量多次测量,测量结果均在0.08mm-0.12mm之间,根据手册是无需返厂更换叶片的。

整个观察和测量过程无需更换镜头多次穿绕,且区域深度剖面测量模式较传统的深度测量更适合测量叶片前缘弧面凹坑深度,精确度更高,误差更小,还可以通过三维立体建模得到的3D点云图对测量过程进行验证。高效解决了困扰用户的难题,避免因测量不准致使误把发动机下发返厂、而造成的耗时费力,不仅高效的响应效率得到了用户的高度好评,Everest Mentor Visual iQ 测量功能的先进性也得到了印证。
如果您对本文介绍的“三维扫描测量内窥镜的原理及优点”有任何疑问,可以参考下面的推荐链接,或者咨询北京韦林意威特工业内窥镜有限公司。
相关推荐:
工业内窥镜有哪些测量方法?其中比较先进的有哪些?
如何识别工业内窥镜单物镜相位扫描三维立体测量技术?
韦林内窥镜3D测量新方法为检测注入“新鲜血液”
工业内窥镜缺陷测量在航空发动机孔探中的重要作用
热点文章:
XLG4工业内窥镜-Everest Mentor Visual iQ VideoProbe 视频内窥镜系统
进口超级便携式工业内窥镜 Everest XL Detect,“简而不减”更专业!
MVIQASYS|MVIQAP|MVIQABS韦林工业内窥镜型号简介
智能工业视频内窥镜ADR人工智能辅助缺陷判断系统










 京公网安备11010502033568号
京公网安备11010502033568号